



 Quantifizierung und Sortierung von organischen Abfällen
Quantifizierung und Sortierung von organischen Abfällen
 Hyperspektrale NIR: Anwendungen in der Lebensmittelindustrie
Hyperspektrale NIR: Anwendungen in der Lebensmittelindustrie

Echtzeitüberwachung von Biokraftstoffen mit NIR-Spektroskopie

In diesem Beitrag werden wir die NIR-Spektroskopie-Überwachung des Bioethanol-Produktionsprozesses erörtern und aufzeigen, wie die Online-NIR-Spektroskopie ein wichtiger Verbündeter für die Echtzeit-Überwachung der Fermentationsergebnisse, der endgültigen Qualität oder Reinheit, der Prozessinhibitoren und anderer interessanter Analyten für die Produktion von Nebenprodukten mit hohem Mehrwert für die Industrie ist.
Bioethanol und NIR
Bioethanol ist ein Kraftstoff, der aus der Fermentation von zucker- und stärkereichen organischen Stoffen wie Mais, Zuckerrüben und Zuckerrohr gewonnen wird, die zu den weltweit am häufigsten verwendeten Sorten gehören. Es kann sogar aus festen Siedlungsabfällen und Biomasse ohne Lebensmittelwert hergestellt werden, was als Bioethanol der „zweiten Generation“ oder lignozellulosehaltiges Bioethanol bekannt ist und das zusätzliche Problem löst, den organischen Abfällen, die wir wegwerfen, eine produktive Bestimmung und einen Mehrwert zu geben, indem sie in Biokraftstoff umgewandelt werden.
Durch die Einwirkung von Hefen und Enzymen im Gärungsprozess und nach der Destillation wird Bioethanol zur Verwendung als Biokraftstoff und zur Beimischung zu fossilen Brennstoffen gewonnen. Aus den übrigen Bestandteilen werden Nebenprodukte gewonnen, die je nach verwendetem Rohstoff unterschiedlich ausfallen können, z. B. aus der Trockenvermahlung Futtermittel aufgrund ihres hohen Proteingehalts oder andere Nebenprodukte aus der Nassvermahlung wie Maisöl, Sirup, um nur einige zu nennen. Auch aus lignozellulosehaltiger Biomasse können Nebenprodukte für die Wiederverwendung in anderen Industrien gewonnen werden, z. B. Methanol und Essigsäure.
Qualitätskontrolle des Produktionsprozesses von Bioethanol.
Die Qualitätskontrolle von Bioethanol ist sehr wichtig, um die Reinheit des aus dem Prozess resultierenden Produkts und die Verwertung der Nebenprodukte für die Wiederverwendung in anderen Industrien sicherzustellen. In den meisten Bioraffinerien erfolgt die Kontrolle von reduzierenden Zuckern (Glukose) und Ethanol mit Hilfe von Offline-Analysetechniken, d. h. im Labor mit Hochleistungsflüssigkeitschromatographie (HPLC), was Zeit und Ressourcen erfordert, oder mit NIR-Spektroskopie auf dem Tisch, die im Gegensatz zur HPLC in Sekundenschnelle genaue Ergebnisse liefert, aber immer noch eine nicht repräsentative und Offline-Probenahme-Methode ist.
Bioethanol and NIR in line
Allerdings haben nur wenige Bioraffinerien auf die Einführung der In-Line-NIR-Technologie zur Überwachung des Fermentationsprozesses, der Destillation, der Wirkung von Prozessinhibitoren oder der Kontrolle von Nebenprodukten gesetzt.
In diesem Sinne hat IRIS Technology mehrere Anwendungen für die Prozesskontrolle in Bioraffinerien mit dem Visum NIR In-Line ™ Analysator und dem tragbaren (Handheld) Visum Palm™ NIR entwickelt.
Tabelle 1: Inline-Vorhersage des Glukose- und Ethanolgehalts mit einem Visum NIR In-Line ™-Analysegerät.
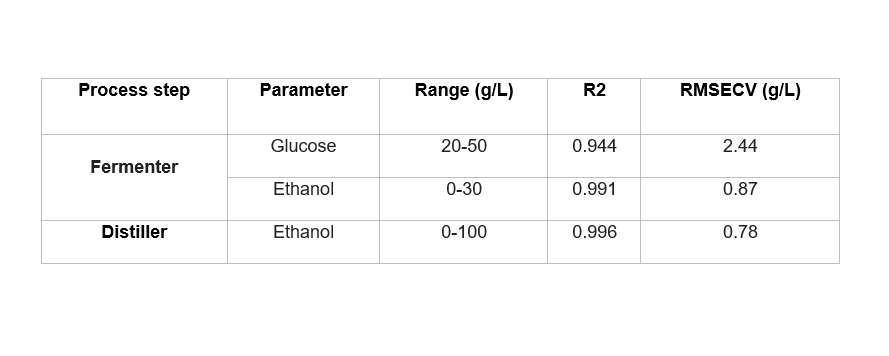
Tabelle 1 zeigt die wichtigsten Parameter, Bereiche und Produktionsschritte bei der Herstellung von Bioethanol aus Lignozellulose in der biotechnologischen Anlage Perseo von IMECAL, in der feste Siedlungsabfälle zu Bioethanol verarbeitet werden.
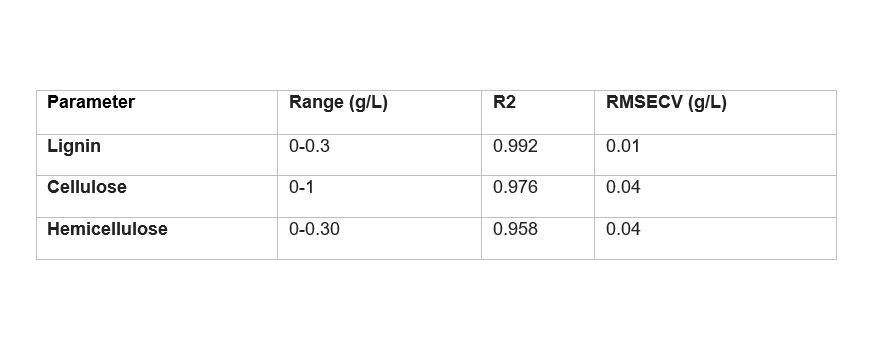
Der Prozess der Delignifizierung von Lignozellulose-Biomasse wurde ebenfalls überwacht, um Zellulose von Hemizellulose und Lignin zu befreien und so eine Depolymerisierung der Kohlenhydrate zu Einfachzuckern und eine Fermentation zur Herstellung von Ethanol zu erreichen.
Tabelle 2: Der Vorbehandlungsprozess besteht aus einer Kombination von Organosolvation und Dampfexplosion (durchgeführt von LTU, Lulea Univ. of Technology). Überwachte Parameter: Gehalt an Lignin, Zellulose und Hemizellulose.
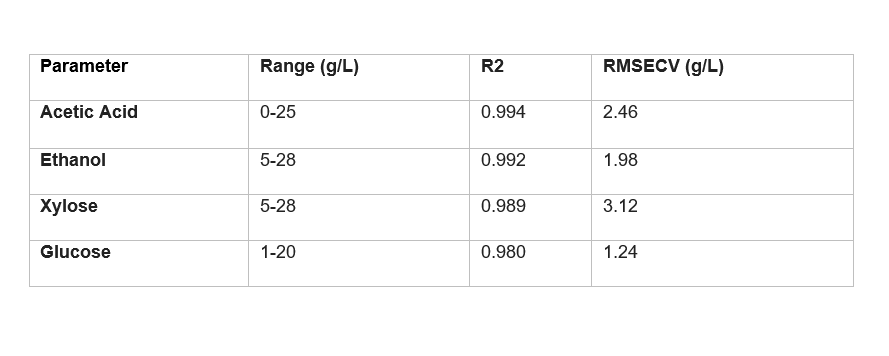
Eine weitere Anwendung, die im Rahmen dieses Projekts entwickelt wurde, war die Überwachung des Prozesses der Gewinnung von reduzierenden Zuckern aus Hemizellulose, die in lignozellulosehaltigen Rückständen vorhanden ist, durch Visum NIR In-Line ™. Insbesondere wird gezeigt, dass es möglich ist, hemmende Faktoren des Fermentationsprozesses, wie Essigsäure, zu kontrollieren.
Tabelle 3: Überwachte Parameter: Xylose, Glukose, Essigsäuregehalt.
Die durchgeführten Installationen und Tests zeigen die Wirksamkeit und Bedeutung der Einführung der Inline-NIR-Technologie in Bioraffinerien, um eine genauere Kontrolle der verschiedenen Phasen des Bioethanolproduktionsprozesses zu ermöglichen, eine höhere Qualität zu erzielen und somit die Effizienz des Biokraftstoffs zu steigern.



