Futtermittelanalyse mit NIR-Spektroskopie
Futtermittelanalyse mit NIR-Spektroskopie
 Recycling von Mehrschicht- und Verbundkunststoffen
Recycling von Mehrschicht- und Verbundkunststoffen

NIR-Schokoladen-Analysegerät: Viskosität und Partikelgröße in Echtzeit

NIR-Schokoladen-Analysegerät: Viskosität und Partikelgröße in Echtzeit
In diesem Artikel befassen wir uns mit der Echtzeitanalyse mittels NIR-Spektroskopie zur Bestimmung von Viskosität und Partikelgröße in der Schokoladenindustrie, zwei wichtigen Produktparametern zur Gewährleistung höchster Qualität und einzigartiger Geschmeidigkeit und Geschmacksrichtung, die Schokolade zu einem so beliebten Lebensmittel bei den Verbrauchern machen.
Die NIR-Spektroskopie (Nahinfrarotspektroskopie) ist eine Analysetechnik zur Bestimmung der chemischen Zusammensetzung und bestimmter physikalischer Eigenschaften verschiedener Materialien und Produkte, die auf der Analyse der Wechselwirkung von optischer Strahlung (Licht) mit den molekularen und atomaren Strukturen dieser Materialien beruht. NIR ist daher eine weit verbreitete Technik zur physikalisch-chemischen Kontrolle in der Industrie, sowohl in Labor- als auch in Echtzeit-Prozessanalysatoren.
Bei der Schokoladenherstellung spielen die Partikelgröße und die Zusammensetzung der Zutaten eine grundlegende Rolle bei der Gestaltung des rheologischen Verhaltens und der sensorischen Wahrnehmung. Die Fließeigenschaften von Schokolade sind wichtig, weil die Kontrolle der Produktqualität eine Notwendigkeit ist. Ist die Viskosität zu niedrig, ist auch das Gewicht der Schokolade auf der überzogenen Süßigkeit zu gering. Ist die Viskosität zu hoch, können sich im Inneren der Schokoladentafel Blasen bilden. Darüber hinaus wird der Geschmack der Schokolade im Mund durch die Viskosität beeinflusst, so dass die Zunge des Verbrauchers möglicherweise falsche Fließeigenschaften wahrnimmt. Außerdem hängt der wahrgenommene Geschmack von der Reihenfolge und der Geschwindigkeit des Kontakts ab, die mit der Viskosität und der Schmelzgeschwindigkeit zusammenhängen.
Warum muss die Viskosität richtig sein?
- Es garantiert die Textur, den Geschmack und die Qualität der Schokolade.
- Es sorgt für eine gleichmäßige Fließgeschwindigkeit (Homogenität), was sehr wichtig ist, wenn die Schokoladentafeln mit Nüssen, Mandeln, Keksen oder anderem überzogen sind.
- Reduziert typische Defekte und Verarbeitungsfehler (Brüche, Risse und andere).
- Verringert die inhärente Variabilität in der Linie, wodurch die Kosten für Rohstoffe und viskositätsverändernde Zutaten gesenkt werden.
Bisher führt der Großteil der Industrie jedoch eine traditionelle Kontrolle durch, entweder mit Temperaturmessungen und -anpassungen – auf die wir in diesem Artikel nicht eingehen werden -, Probenahme und Laboranalyse, einem Viskosimeter oder anderen monoparametrischen Sensoren.
Im Gegensatz dazu sind die Visum® Prozessanalysatoren von IRIS Technology multiparametrisch und bieten den Mehrwert, den gesamten Produktfluss zu überwachen und direkt an die Kontrollsysteme oder die SPS des Bereichs zu melden, um die notwendigen Korrekturen im Prozess zu generieren und so jederzeit die höchstmögliche Homogenität zu gewährleisten.
NIR-Analyse bei der Schokoladenherstellung
Der Prozess der Schokoladenherstellung besteht aus vier Hauptstufen: Mischen, Verfeinern, Conchieren und Temperieren.
Der Conchierprozess (trocken, plastisch und flüssig) ist einer der kritischsten und wichtigsten bei der Schokoladenherstellung, bei dem die Mischung zu einer flüssigen Masse wird, saure Geschmacksstoffe entfernt werden und die Kakaomasse auf die gewünschte Textur und den gewünschten Geschmack verfeinert wird. Dieser Strukturwandel wird durch den Einsatz von thermischer und mechanischer Energie und die Zugabe verschiedener Zutaten erreicht, die die großen Agglomerate aufbrechen, auflösen und dispergieren, bis die geschmolzene Schokolade erhalten wird.
In diesem Prozess wurde ein Visum NIR In-Line™ Multiparameter-Analysator für die Online-Bestimmung der Viskosität im Bereich von 2000-16000 cps eingesetzt, wobei ein R2 >0,96 erzielt wurde. Darüber hinaus wurden die Ergebnisse mit In-Line-Feuchtigkeitsmessungen korreliert, da ein Anstieg des Feuchtigkeitsgehalts der Schokolade zu einem Anstieg ihrer Viskosität führt und ein Überschuss an Feuchtigkeit zur Bildung von Zuckeragglomeraten führen kann, was die endgültige Textur der Schokolade beeinträchtigt. NIR ist eine besonders empfindliche Methode zur Bestimmung des Feuchtigkeitsgehalts.
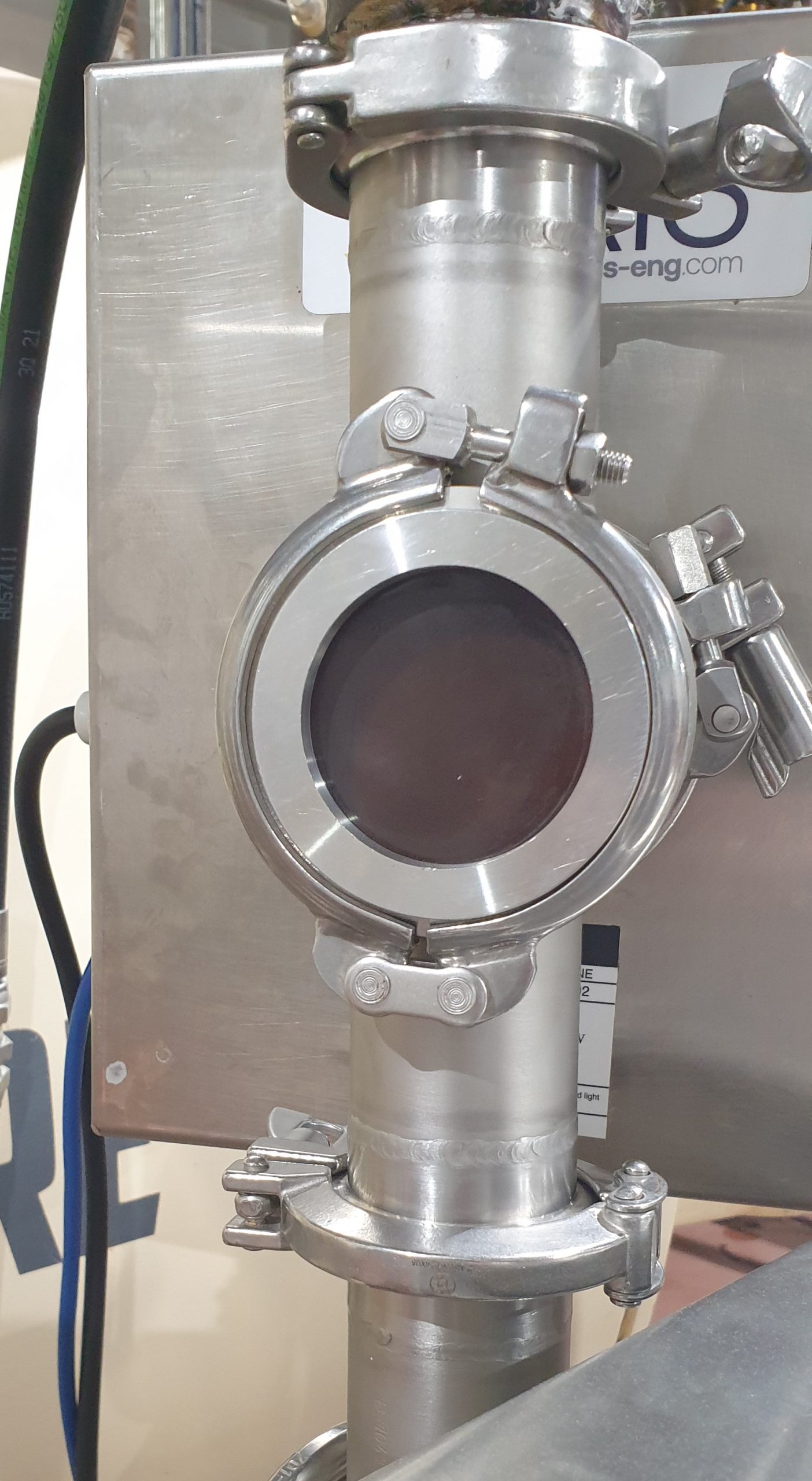
Abbildung 1: Visum NIR In-Line™ Analyser – Überwachung des Conchierprozesses.
Obwohl diese Anwendung für Milchschokolade entwickelt wurde, würde man erwarten, dass keine größeren Unterschiede in der Zusammensetzung festgestellt werden.
Eine Einschränkung des Visum NIR In-Line™ Prozessanalysators ist, dass er nicht die Partikelgrößenverteilung, sondern den Durchschnittswert liefert, der sich aus der kontinuierlichen Analyse alle paar Sekunden ergibt. Im Fall von Milchschokolade wurde ein Bereich von 0 bis 160 µm überwacht, und es wurde ein Korrelationskoeffizient von 0,92 erzielt.
Tabelle 1: Partikelgröße und Viskosität mit NIR.

Sobald die Schokolade richtig gekocht ist, muss sie temperiert werden. In dieser Phase kristallisiert ein kleiner Teil des Fetts, was die richtige Verfestigung nach dem Formen erleichtert. Das Temperieren besteht aus mehreren Schritten: Zunächst wird die Schokolade vollständig geschmolzen (in der Regel bei 50⁰C), dann auf den Kristallisationspunkt abgekühlt (32-34⁰C), dann wird die Temperatur weiter gesenkt, bis es zur Kristallisation kommt (25-27⁰C), und schließlich wird die Schokolade einer Temperaturerhöhung unterzogen, um alle instabilen Kristalle zu zerstören (29-32⁰C). Obwohl aufgrund des Mangels an Proben in den verschiedenen Temperierungsphasen und der Schwierigkeit, diese für die Kalibrierung des Vorhersagemodells zu erhalten, keine detaillierte Analyse durchgeführt wurde, bestätigt die nachstehende Abbildung die Online-Infrarotspektroskopie als zuverlässige Methode zur Bestimmung des Temperierungsgrades.
Abbildung 1: Klassifizierung „gehärtet“ „nicht gehärtet“ durch Infrarotspektroskopie – Sondierungsanalyse.
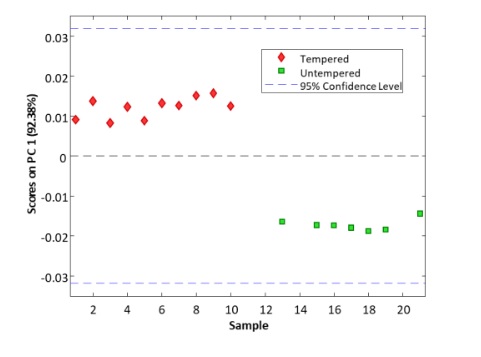
Diese Tests eröffnen ein Entwicklungsfenster, um ein klassifizierendes und/oder quantitatives Modell weiterzuentwickeln, das in der Lage ist, mit Hilfe spezieller maschineller Lernwerkzeuge den Temperierungsgrad von Schokolade in Echtzeit zu bestimmen, ohne auf eine Offline-Methode wie die in der Industrie üblichen Temperaturmessgeräte (Tempermeter) zurückgreifen zu müssen.
Wir hoffen, dass Sie diesen Artikel über neue Anwendungen der Infrarotspektroskopie in der Schokoladenindustrie hilfreich fanden. Für weitere Informationen laden wir Sie ein, sich per E-Mail an info@iris-eng.