Analyseur NIR pour le chocolat : Viscosité et taille des particules en temps réel
Analyseur NIR pour le chocolat : Viscosité et taille des particules en temps réel
 Détection des défauts chez les poissons à l’aide de la vision artificielle et de l’apprentissage profond
Détection des défauts chez les poissons à l’aide de la vision artificielle et de l’apprentissage profond

Recyclage des plastiques multicouches et composites

Recyclage des plastiques multicouches et composites
Les plastiques apportent de la valeur en tant que produits de consommation pratiques, polyvalents et légers, ainsi que des performances avancées dans des applications haut de gamme telles que les automobiles. Cependant, malgré leur utilité, il est clair que la consommation linéaire de plastiques à usage unique est incompatible avec la transition de l’Europe vers une économie circulaire. Ce modèle donne la priorité à la réutilisation et au recyclage des ressources, dans le but de réduire les déchets et de conserver autant de valeur que possible.
En matière de recyclage des plastiques, des progrès ont été réalisés. Par exemple, 41,5 % des déchets d’emballages plastiques générés ont été recyclés en 2018. Cela reste insuffisant pour parvenir à une circularité totale, notamment en ce qui concerne le recyclage des plastiques multicouches qui sont difficiles à séparer. En outre, il est essentiel que les technologies de recyclage suivent l’évolution des nouveaux matériaux qui arrivent sur le marché
Recyclage avancé des plastiques
Le projet MultiCycle, financé par l’UE, vise à développer une usine pilote pour le recyclage industriel et le traitement des plastiques multicouches. Cette usine se concentre sur deux segments industriels importants qui posent un défi aux recycleurs : les emballages multicouches/films souples et les composites thermoplastiques renforcés de fibres du type de ceux utilisés dans le secteur automobile.
Choix de la technologie
Les techniques NIR et HSI-NIR sont traditionnellement utilisées pour le tri des conteneurs. La première convient pour les pièces d’emballage individuelles avant le déchiquetage et peut également fournir une évaluation initiale de l’adéquation avant de passer à la seconde, qui fournit un mode d’imagerie. Dans le cadre du projet MultiCycle, les matériaux d’emballage ont été introduits sur un convoyeur sous la forme de flocons de 5 cm maximum. Cependant, la spectroscopie NIR ponctuelle était la technique cible utilisée pour contrôler les plastiques dissous et récupérés pendant et après le processus CreaSolv®, où aucune capacité d’imagerie n’est requise. Des techniques complémentaires telles que la LIBS et la FTIR ont également fait l’objet d’essais préliminaires pour détecter d’autres fractions telles que l’AlOx ou pour permettre la détection des conteneurs noirs, ce qui pourrait améliorer la précision du contrôle lorsqu’un système complet sera mis en œuvre.
Spectroscopie proche infrarouge (NIRS)
La spectroscopie NIR est une technique spectroscopique vibrationnelle. Dans cette région, les spectres d’absorption sont composés d’harmoniques et de bandes de combinaison par rapport aux modes fondamentaux des molécules dans la région de l’infrarouge moyen. Le rayonnement proche infrarouge a une longueur d’onde comprise entre 900 et 2500 nm. Les bandes d’absorption dans cette région sont larges, en raison du degré élevé de chevauchement des bandes. En outre, en raison des règles de sélection des phénomènes, l’intensité du signal est dix à mille fois plus faible que les signaux dans la région de l’infrarouge moyen. Toutefois, ce manque d’intensité et le chevauchement élevé des bandes sont compensés par sa grande spécificité. La spécificité de la spectroscopie NIR repose sur le fait que les liaisons NH, OH et CH absorbent fortement les radiations à ces longueurs d’onde, ce qui en fait un outil optimal pour l’étude des composés organiques et des polymères. En outre, l’utilisation de méthodes multivariées pour l’analyse des données spectrales a permis d’exploiter tout le potentiel de la technique à des fins d’identification, de discrimination, de classification et de quantification.
Système d'imagerie hyperspectrale dans l'infrarouge à ondes courtes (HSI-SWIR)
Les technologies actuelles de contrôle et de classification des déchets plastiques solides dans le proche infrarouge ont intégré des caméras hyperspectrales dans leur configuration. Elles permettent, au lieu de collecter un seul spectre, d’enregistrer une image hyperspectrale (HSI) de l’échantillon (cube hyperspectral), qui contient non seulement la localisation spatiale de l’échantillon, mais aussi sa composition chimique et sa distribution. À cet égard, plusieurs publications et développements technologiques ont été réalisés en utilisant l’HSI-SWIR pour la classification et l’identification des matières plastiques.
Un système d’imagerie hyperspectrale de base, illustré à la figure 3, comprend dans sa configuration un capteur sensible (caméra CCD), une source d’éclairage à large bande, un spectromètre qui sépare la lumière rétrodiffusée/transmise en ses différentes longueurs d’onde et, le cas échéant, une bande transporteuse pour l’échantillonnage. Dans ce cas, il convient de noter que le tapis roulant doit être synchronisé avec la vitesse d’enregistrement du capteur CCD pour une acquisition correcte des images. Un système hyperspectral fournit un hypercube en sortie. Un hypercube est un ensemble de données disposées en trois dimensions, deux spatiales (un plan XY) et une spectrale (𝜆, longueur d’onde), comme illustré ci-dessous.
Paramètres de mesure :
Les paramètres les plus importants pour l’enregistrement d’un cube hyperspectral peuvent être résumés comme suit :
- Fréquence d’images de la caméra (fps)
- Vitesse du transporteur (m/s)
- Distance caméra-transporteur (cm) et temps de collecte (µs). Ces paramètres sont interdépendants et doivent être optimisés pour obtenir des spectres enregistrés de bonne qualité.
Les images hyperspectrales ont été enregistrées avec une caméra SWIR fonctionnant dans la gamme ∼900-1700 nm, à une fréquence d’images de 214 fps, avec un temps d’intégration de 350𝜇s et une vitesse de transport de 25m/min.
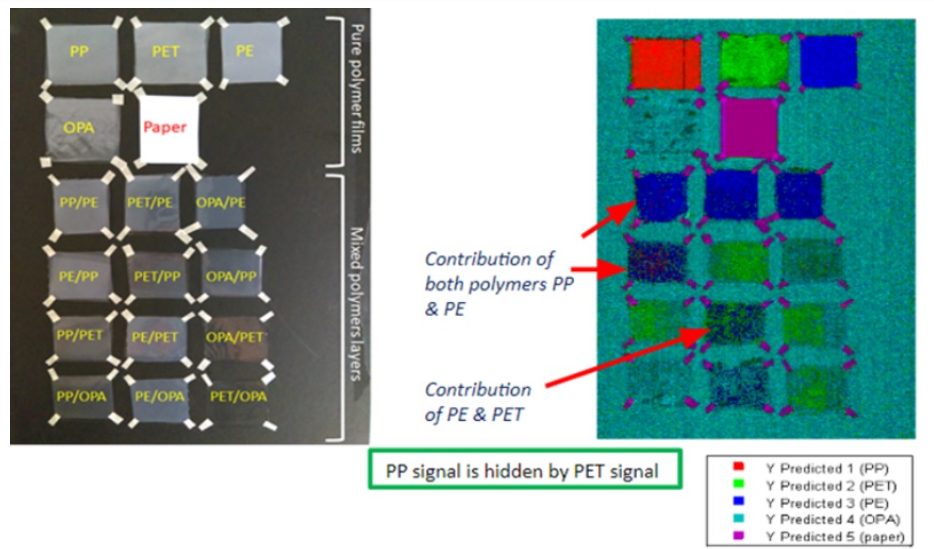
Figure 1 : (Gauche) Jeu d’échantillons n° 1. Comprend des films plastiques souples en PE, PP, PA et PET. Les combinaisons simples et doubles de ces polymères (c’est-à-dire polymère A/polymère B) ont été incluses. (Droite) Image de classification réalisée à l’aide d’un modèle PLSDA.
Conclusions du projet
Le système de surveillance HSI a été en mesure de fournir une bonne approximation du pourcentage de polymère contenu dans un échantillon de polymère multicouche. Dans le pire des cas, le polymère le plus abondant présent dans l’échantillon est prédit, de sorte qu’avec de grands lots, les pourcentages finaux seraient assez précis. En ce qui concerne le suivi du processus de dissolution, seuls 1 polymère et 1 solvant ont été fournis pour être testés dans IRIS. Les résultats obtenus avec le Visum Palm™ étaient conformes aux attentes, mais aucun modèle de processus n’a été testé au fil du temps. Le contrôle de la dissolution n’a pas été effectué en raison de problèmes avec le viscosimètre installé dans LOEMI. Pour cette raison, il n’y a pas d’autres résultats dans cette section.
Pour le contrôle des échantillons automobiles, la technique choisie a été la LIBS. L’optimisation de la LIBS a été compliquée, car c’était la première fois qu’elle était utilisée. Des modèles ont été exécutés en modifiant différents paramètres pour sélectionner les meilleures conditions. L’outil PATbox pour la LIBS ne permettait pas l’acquisition de données à la même vitesse que le logiciel LIBS, de sorte que les modèles ont dû être modifiés. Enfin, les modèles ont été calibrés et testés pour prédire le type de fibres dans les plastiques noirs PP et PA. Les résultats obtenus dans les 3 lots étaient satisfaisants, car les prédictions données par les modèles (chimiométrie et apprentissage automatique) étaient proches de la teneur réelle. Des tests ont été effectués pour différencier le PP et le PA, mais le taux de classification était d’environ 80 % de bonnes prédictions. En général, les erreurs d’étiquetage et l’encrassement des échantillons n’ont pas été très utiles pour le développement des modèles de prédiction.