



 Análise de forragens e alimentos para animais com espetroscopia NIR
Análise de forragens e alimentos para animais com espetroscopia NIR
 Reciclagem de plásticos multicamadas e compósitos
Reciclagem de plásticos multicamadas e compósitos

Analisador de chocolate NIR: Viscosidade e tamanho das partículas em tempo real

Analisador de chocolate NIR: Viscosidade e tamanho das partículas em tempo real
Neste artigo, abordaremos a análise em tempo real utilizando a espetroscopia NIR para a determinação da viscosidade e do tamanho das partículas na indústria do chocolate, dois parâmetros-chave do produto para garantir a mais elevada qualidade e a suavidade e sabor únicos que fazem do chocolate um alimento tão popular entre os consumidores.
A espetroscopia NIR (Near Infrared Spectroscopy) é uma técnica analítica para determinar a composição química e certas propriedades físicas de vários materiais e produtos com base na análise da interação da radiação ótica (luz) com as estruturas moleculares e atómicas desses materiais. O NIR é, portanto, uma técnica muito utilizada para o controlo físico-químico na indústria, tanto em laboratório como em analisadores de processos em tempo real.
Na produção de chocolate, o tamanho das partículas e a composição dos ingredientes desempenham um papel fundamental na modelação do seu comportamento reológico e na perceção sensorial. As propriedades de fluxo do chocolate são importantes porque o controlo da qualidade do produto é uma necessidade. Se a viscosidade for demasiado baixa, o peso do chocolate no doce revestido também será demasiado baixo. Se for demasiado elevada, podem formar-se bolhas no interior da barra de chocolate. Além disso, o sabor do chocolate na boca é afetado pela viscosidade; por conseguinte, a língua do consumidor pode perceber propriedades de fluxo incorrectas. Além disso, o sabor percebido depende da ordem e da velocidade de contacto, que estão relacionadas com a viscosidade e a velocidade de fusão.
Porque é que a viscosidade tem de ser correcta?
- Ela garante a textura, o sabor e a qualidade do chocolate.
- Proporciona uma velocidade de fluxo uniforme (homogeneidade), o que é muito importante se houver revestimentos de frutos secos, amêndoas, bolachas ou outros nas barras de chocolate.
- Reduz defeitos típicos e erros de processamento (quebras, rachaduras e outros).
- Atenua a variabilidade inerente à linha, reduzindo assim os custos de matéria-prima e ingredientes modificadores de viscosidade.
No entanto, até agora, a maior parte da indústria realiza um controlo tradicional, seja com medições e ajustes de temperatura – que não discutiremos neste artigo -, amostragem e análise laboratorial, um viscosímetro ou outros sensores monoparamétricos.
Ao contrário dos anteriores, os analisadores de processo Visum® da IRIS Technology são multiparamétricos e proporcionam a mais-valia de monitorizar todo o fluxo de produto e reportar diretamente aos sistemas de controlo ou PLC da área para gerar as correcções necessárias no processo, garantindo assim a maior homogeneidade possível em todos os momentos.
Análise NIR no processo de produção de chocolate
O processo de produção do chocolate consiste em quatro fases principais: mistura, refinação, conchagem e temperagem.
O processo de conchagem (seca, plástica e líquida) é um dos mais críticos e importantes na produção de chocolate, onde a mistura se transforma num líquido fluido e onde os sabores ácidos são eliminados e a pasta de cacau é refinada para a textura e sabor desejados. Esta transição estrutural é conseguida através da utilização de energia térmica e mecânica e da incorporação de diferentes ingredientes que quebram, desintegram e dispersam os grandes aglomerados até se obter o chocolate fundido.
Neste processo, um analisador multiparamétrico Visum NIR In-Line™ foi utilizado para a determinação on-line da viscosidade na faixa de 2000-16000 cps e onde se obteve um R2 >0,96. Além disso, os seus resultados foram correlacionados com medições de humidade em linha, uma vez que um aumento do teor de humidade do chocolate leva a um aumento da sua viscosidade e um excesso de humidade pode levar à formação de aglomerados de açúcar, afectando assim a textura final do chocolate. O NIR é um método particularmente sensível para a determinação da humidade.
Imagem 1: Analisador Visum NIR In-Line™ – Monitorização do processo de conchagem.
Embora esta aplicação tenha sido desenvolvida em chocolate de leite, seria de esperar que não fossem encontradas grandes diferenças nas alterações de composição.
Uma limitação do analisador de processo Visum NIR In-Line™ é o facto de não fornecer a distribuição do tamanho das partículas, mas sim o valor médio resultante da análise contínua a cada poucos segundos. No caso do chocolate de leite, foi monitorizada uma gama de 0 a 160 µm e foi obtido um coeficiente de correlação de 0,92.
Tabela 1: Tamanho das partículas e viscosidade com NIR.

Uma vez que o chocolate está devidamente cozinhado, deve ser temperado e esta fase consiste em cristalizar uma pequena proporção da gordura, o que facilita a sua solidificação adequada após a moldagem. A temperagem consiste em várias etapas: primeiro, o chocolate é completamente derretido (geralmente a 50⁰C), depois arrefecido até ao ponto de cristalização (32-34⁰C), em seguida, a temperatura é ainda mais reduzida até que ocorra a cristalização (25-27⁰C) e, finalmente, o chocolate é submetido a um aumento de temperatura para destruir qualquer um dos cristais instáveis (29-32⁰C). Apesar de não ter sido realizada uma análise detalhada devido à falta de amostras nas diferentes fases de têmpera e à dificuldade de as obter para a calibração do modelo preditivo, a imagem abaixo valida a espetroscopia de infravermelhos em linha como um método fiável para a determinação do nível de têmpera.
Figura 1: Classificação “Temperado” “Não temperado” por espetroscopia de infravermelhos – Análise exploratória.
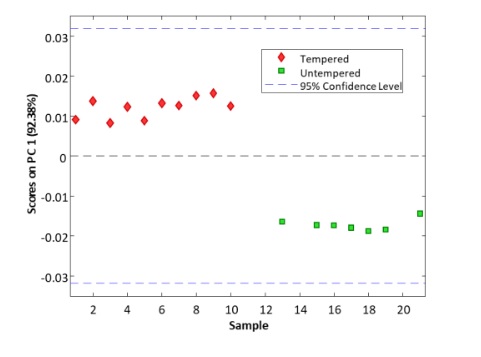
Estes testes abrem uma janela de desenvolvimento para continuar a desenvolver um modelo classificatório e/ou quantitativo capaz de determinar, através de ferramentas dedicadas de aprendizagem automática, o nível de têmpera do chocolate em tempo real, sem ter de recorrer a um método offline, como os medidores de temperatura (temperímetro) habitualmente utilizados na indústria.
Esperamos que tenha achado útil este artigo sobre as novas aplicações da espetroscopia de infravermelhos na indústria do chocolate. Para mais informações, convidamo-lo a contactar-nos por e-mail para info@iris-eng.com.



