



 Quantificação e triagem de resíduos orgânicos
Quantificação e triagem de resíduos orgânicos
 Hiperespectral NIR: Aplicações na indústria alimentar
Hiperespectral NIR: Aplicações na indústria alimentar

Monitorização de biocombustíveis em tempo real com espetroscopia NIR

Monitorização de biocombustíveis com espetroscopia NIR em tempo real
Neste post discutiremos a monitorização por espetroscopia NIR do processo de produção de bioetanol e como o NIR on-line é um importante aliado para a monitorização em tempo real dos resultados da fermentação, qualidade ou pureza final, inibidores do processo e outros analitos de interesse para a produção de subprodutos de elevado valor acrescentado para a indústria.
Bioetanol e NIR
O bioetanol é um tipo de combustível obtido a partir da fermentação de matérias orgânicas ricas em açúcares e amido, como o milho, a beterraba sacarina e a cana-de-açúcar, entre as mais utilizadas a nível mundial. Inclusive pode ser produzido a partir de resíduos sólidos urbanos e biomassa sem valor alimentício, conhecido como bioetanol de “segunda geração” ou bioetanol lignocelulósico, que resolve o problema adicional de dar um destino produtivo e um valor agregado aos resíduos orgânicos que descartamos, convertendo-os em biocombustível.
Como resultado da ação de leveduras e enzimas no processo de fermentação, e após destilação, obtém-se o bioetanol para ser utilizado como biocombustível e para ser misturado com combustíveis fósseis. Do resto dos componentes, obtêm-se subprodutos que podem variar em função da matéria-prima utilizada no processo, por exemplo, da moagem a seco podem obter-se rações para animais devido ao seu elevado conteúdo proteico, ou outros subprodutos da moagem a húmido como o óleo de milho, xaropes, entre outros. Além disso, a partir da biomassa lignocelulósica, podem ser obtidos subprodutos para reutilização noutras indústrias, como o metanol e o ácido acético.
Controlo da qualidade do processo de produção de bioetanol.
O controlo da qualidade do bioetanol é muito importante para garantir a pureza do produto resultante do processo e a valorização dos subprodutos para reutilização noutras indústrias. Na maioria das biorrefinarias, o controlo dos açúcares redutores (glicose) e do etanol é efectuado com recurso a técnicas analíticas off-line, ou seja, em laboratório, utilizando a cromatografia líquida de alta eficiência (HPLC), que consome tempo e recursos, ou com a espetroscopia NIR de bancada, que, ao contrário da HPLC, fornece resultados precisos em apenas alguns segundos, mas continua a ser um método de amostragem pouco representativo e off-line.
Bioetanol e NIR em linha
No entanto, poucas biorrefinarias apostaram na introdução de tecnologia NIR em linha para monitorizar o processo de fermentação, destilação, a ação de inibidores de processo ou o controlo de subprodutos.
Neste sentido, a IRIS Technology tem desenvolvido várias aplicações para controlo de processos em biorrefinarias utilizando o analisador Visum NIR In-Line ™ e o portátil (handheld) Visum Palm™ NIR.
Tabela 1: Previsão do teor de glicose e etanol em linha usando um analisador Visum NIR In-Line ™.
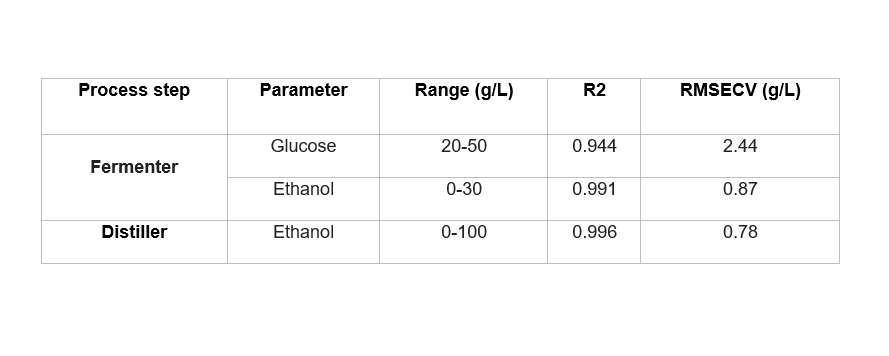
Na Tabela 1, apresentam-se os principais parâmetros, intervalos e etapas de produção do bioetanol lignocelulósico na unidade de Biotecnologia Perseu da IMECAL, onde os resíduos sólidos urbanos são transformados em bioetanol.
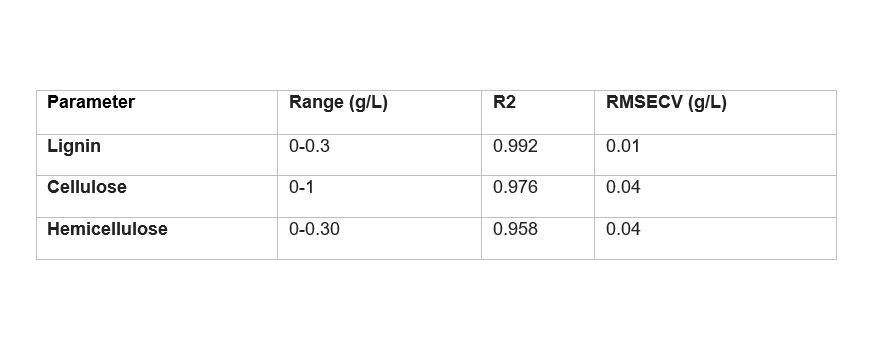
Também foi monitorizado o processo de deslenhificação da biomassa lignocelulósica para libertar a celulose da hemicelulose e da lenhina e, assim, conseguir a despolimerização dos hidratos de carbono para produzir açúcares simples e a fermentação para produzir etanol.
Quadro 2: O processo de pré-tratamento consiste numa combinação de organosolvatação com explosão a vapor (efectuada pela LTU, Lulea Univ. of Technology). Parâmetros monitorizados: Teor de lignina, celulose e hemicelulose.
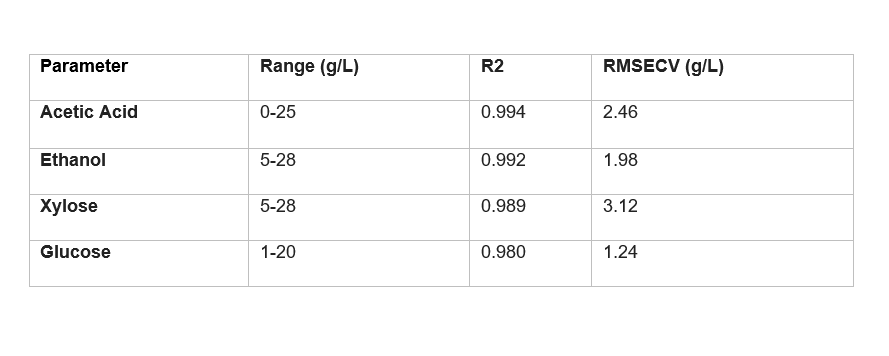
Outra aplicação desenvolvida no âmbito deste projeto foi a monitorização por Visum NIR In-Line ™ do processo de obtenção de açúcares redutores a partir de hemicelulose presente em resíduos lignocelulósicos. Em particular, mostra-se que é possível controlar factores inibidores do processo de fermentação, como o ácido acético.
Tabela 3: Parâmetros monitorizados: xilose, glucose, teor de ácido acético.
As instalações e os testes realizados demonstram a eficácia e a importância da introdução da tecnologia NIR em linha nas biorrefinarias, a fim de se obter um controlo mais preciso das diferentes fases do processo de produção de bioetanol, alcançar uma maior qualidade e, por conseguinte, aumentar a eficiência dos biocombustíveis.



