



 Analyse des fourrages et des aliments pour animaux par spectroscopie NIR
Analyse des fourrages et des aliments pour animaux par spectroscopie NIR
 Recyclage des plastiques multicouches et composites
Recyclage des plastiques multicouches et composites

Analyseur NIR pour le chocolat : Viscosité et taille des particules en temps réel

Analyseur NIR pour le chocolat : Viscosité et taille des particules en temps réel
Dans cet article, nous aborderons l’analyse en temps réel à l’aide de la spectroscopie NIR pour la détermination de la viscosité et de la taille des particules dans l’industrie du chocolat, deux paramètres clés du produit pour garantir la plus haute qualité, l’onctuosité et le goût uniques qui font du chocolat un aliment si populaire auprès des consommateurs.
La spectroscopie NIR (Near Infrared Spectroscopy) est une technique analytique permettant de déterminer la composition chimique et certaines propriétés physiques de divers matériaux et produits, basée sur l’analyse de l’interaction du rayonnement optique (lumière) avec les structures moléculaires et atomiques de ces matériaux. La spectroscopie proche infrarouge est donc une technique très répandue pour le contrôle physico-chimique dans l’industrie, tant en laboratoire que dans les analyseurs de processus en temps réel.
Dans la production de chocolat, la taille des particules et la composition des ingrédients jouent un rôle fondamental dans la détermination de leur comportement rhéologique et de leur perception sensorielle. Les propriétés d’écoulement du chocolat sont importantes car le contrôle de la qualité du produit est une nécessité. Si la viscosité est trop faible, le poids du chocolat sur le bonbon enrobé sera également trop faible. Si elle est trop élevée, des bulles peuvent se former à l’intérieur de la barre de chocolat. En outre, le goût du chocolat dans la bouche est influencé par la viscosité ; la langue du consommateur peut donc percevoir des propriétés d’écoulement incorrectes. En outre, le goût perçu dépend de l’ordre et de la vitesse de contact, qui sont liés à la viscosité et à la vitesse de fusion.
Pourquoi la viscosité doit-elle être correcte ?
- Il garantit la texture, la saveur et la qualité du chocolat.
- Il assure une vitesse d’écoulement uniforme (homogénéité), ce qui est très important si les barres de chocolat sont recouvertes de noix, d’amandes, de biscuits ou autres.
- Réduit les défauts typiques et les erreurs de traitement (cassures, fissures et autres).
- Atténue la variabilité inhérente à la ligne, réduisant ainsi les coûts des matières premières et des ingrédients modifiant la viscosité.
However, up to now, most of the industry performs a traditional control, either with temperature measurements and adjustments -which we will not discuss in this article-, sampling and laboratory analysis, a viscometer or other monoparametric sensors.
Contrairement à ce qui précède, les analyseurs de processus Visum® d’IRIS Technology sont multiparamétriques et apportent une valeur ajoutée en surveillant l’ensemble du flux de produits et en communiquant directement aux systèmes de contrôle ou aux automates de la zone afin de générer les corrections nécessaires dans le processus, garantissant ainsi la plus grande homogénéité possible à tout moment.
Analyse NIR dans le processus de production du chocolat
Le processus de production du chocolat comprend quatre étapes principales : le mélange, le raffinage, le conchage et le tempérage.
Le conchage (sec, plastique et liquide) est l’une des étapes les plus critiques et les plus importantes de la production de chocolat. C’est là que le mélange devient un liquide fluide, que les saveurs acides sont éliminées et que la pâte de cacao est affinée pour obtenir la texture et la saveur souhaitées. Cette transition structurelle est réalisée grâce à l’utilisation d’énergie thermique et mécanique et à l’incorporation de différents ingrédients qui brisent, désintègrent et dispersent les gros agglomérats jusqu’à l’obtention du chocolat fondu.
Dans ce processus, un analyseur multiparamétrique Visum NIR In-Line™ a été utilisé pour la détermination en ligne de la viscosité dans la plage 2000-16000 cps et où un R2 >0,96 a été obtenu. En outre, ses résultats ont été corrélés avec les mesures d’humidité en ligne puisqu’une augmentation de la teneur en humidité du chocolat entraîne une augmentation de sa viscosité et qu’un excès d’humidité pourrait conduire à la formation d’agglomérats de sucre affectant ainsi la texture finale du chocolat. Le proche infrarouge est une méthode particulièrement sensible pour la détermination de l’humidité.
Image 1 : Visum NIR In-Line™ Analyser – Surveillance du processus de conchage.
Bien que cette application ait été développée sur du chocolat au lait, on pourrait s’attendre à ce qu’aucune différence majeure dans les changements de composition ne soit constatée.
Une des limites de l’analyseur de processus Visum NIR In-Line™ est qu’il ne fournit pas la distribution de la taille des particules mais la valeur moyenne résultant d’une analyse continue toutes les quelques secondes. Dans le cas du chocolat au lait, une plage de 0 à 160 µm a été contrôlée et un coefficient de corrélation de 0,92 a été obtenu.
Table 1: Particle size and viscosity with NIR.

Une fois le chocolat bien cuit, il doit être tempéré et cette étape consiste à cristalliser une petite partie de la matière grasse, ce qui facilite sa bonne solidification après le moulage. Le tempérage se déroule en plusieurs étapes : le chocolat est d’abord complètement fondu (généralement à 50⁰C), puis refroidi jusqu’au point de cristallisation (32-34⁰C), la température est ensuite réduite jusqu’à ce que la cristallisation se produise (25-27⁰C) et, enfin, le chocolat est soumis à une augmentation de température pour détruire les cristaux instables (29-32⁰C). Bien qu’une analyse détaillée n’ait pas été effectuée en raison du manque d’échantillons aux différentes étapes du tempérage et de la difficulté de les obtenir pour la calibration du modèle prédictif, l’image ci-dessous valide la spectroscopie infrarouge en ligne comme une méthode fiable pour la détermination du niveau de tempérage.
Figure 1 : Classification « Tempered » « Untempered » par spectroscopie infrarouge – Analyse exploratoire.
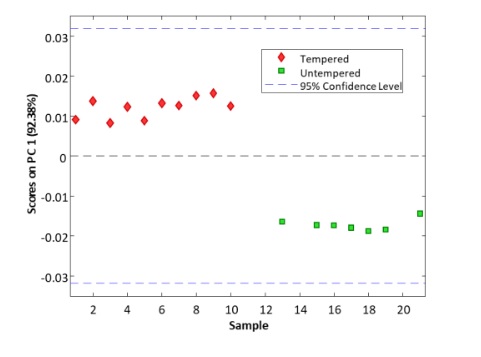
Ces tests ouvrent une fenêtre de développement pour poursuivre la mise au point d’un modèle classificatoire et/ou quantitatif capable de déterminer, au moyen d’outils d’apprentissage automatique dédiés, le niveau de tempérage du chocolat en temps réel sans devoir recourir à une méthode hors ligne telle que les thermomètres (tempermeter) couramment utilisés dans l’industrie.
Nous espérons que cet article sur les nouvelles applications de la spectroscopie infrarouge dans l’industrie du chocolat vous a été utile. Pour de plus amples informations, nous vous invitons à nous contacter par courrier électronique à l’adresse info@iris-eng.com.


