Le NIR dans l’industrie du bois : Contrôle de qualité en temps réel des panneaux de particules
Le NIR dans l’industrie du bois : Contrôle de qualité en temps réel des panneaux de particules
 Atténuer les variations et optimiser les paramètres critiques du produit ?
Atténuer les variations et optimiser les paramètres critiques du produit ?

Technologie NIR et spectroscopie Raman : introduction et applications dans l’industrie pharmaceutique

Technologie NIR et spectroscopie Raman : introduction et applications dans l'industrie pharmaceutique
Dans l’article suivant, nous aborderons les principales applications avec la technologie NIR et la spectroscopie Raman, en temps réel, pour le contrôle des processus de fabrication et de qualité à la fois pour l’usine pilote – en accord avec le concept de qualité par conception (QbD) – et pour la mise à l’échelle industrielle. En outre, cet article est destiné à servir de point de départ aux professionnels de l’industrie pour poser des questions sur la manière d’optimiser le contrôle avec les technologies d’analyse des procédés (PAT) pour une gestion efficace et la mise en œuvre d’un modèle de fabrication en continu.
Spectroscopie Raman et NIR
Ces deux technologies ont en commun d’être des techniques photoniques – elles tirent parti des propriétés des photons ou de la lumière et de leur interaction avec la matière – diagnostiques et non destructives, permettant d’obtenir en quelques secondes des informations chimiques et structurelles sur presque tous les matériaux ou composés organiques ou inorganiques. C’est pourquoi leur utilisation en laboratoire est très répandue dans différentes industries et ce sont des techniques d’analyse connues des professionnels du contrôle de la qualité.
Pour ceux qui ne sont pas des professionnels de laboratoire ou qui débutent dans ce domaine, il est essentiel de commencer par quelques concepts et exemples succincts pour comprendre ses applications.
La spectroscopie Raman est une technique basée sur la diffusion inélastique de la lumière. La diffusion inélastique ou Raman se produit lorsque l’énergie change lors de la collision entre la lumière monochromatique et la molécule et, par conséquent, la fréquence de la lumière diffusée change également. Ces changements fournissent des informations sur l’identité et la structure moléculaires des échantillons ou des matériaux analysés.
La spectroscopie dans le proche infrarouge (NIR) est une technique basée sur l’interaction entre le rayonnement électromagnétique et la matière, dans la gamme de longueurs d’onde de 780 à 2500 nm. Ces radiations absorbées peuvent être reliées à différentes propriétés de l’échantillon, fournissant ainsi des informations qualitatives et quantitatives. Le proche infrarouge est caractérisé par de faibles harmoniques et des bandes combinées provenant des fortes vibrations fondamentales des liaisons O-H, C-H, C-O, C=O, C=O, N-H et des groupes métal-OH dans l’infrarouge moyen.
Cependant, les appareils de spectroscopie Raman et NIR en temps réel sont des appareils optiques (de vision) qui fonctionnent avec une intelligence artificielle. Les informations qu’ils recueillent à partir du spectre de l’objet analysé sont interprétées par un modèle mathématique – chimiométrie – appelé « modèle prédictif », qui indique au système ce qu’il regarde. Un exemple très simple : si nous voulons contrôler la teneur en paracétamol d’une forme de 1 mg, le modèle mathématique qui analyse le processus doit savoir comment corréler le spectre correspondant à cette valeur et, pour cela, il doit savoir ce que sont 0,8 – 0,9 – 1,1 et ainsi de suite dans la plage d’intérêt à contrôler. Le modèle prédictif est un modèle mathématique qui met essentiellement en corrélation un spectre avec une valeur de référence. Cette valeur de référence est issue de l’analyse traditionnelle en laboratoire.
Venons-en à l’essentiel : quelle est l’utilité de ces systèmes dans mon usine ?
Applications de la technologie NIR en temps réel :
- Identification des matières premières : L’identification des matières premières est une tâche de routine dans l’industrie pharmaceutique. Ces tests sont effectués avant que les matières ne soient traitées, afin d’éviter autant que possible les erreurs et d’économiser ainsi du temps et de l’argent. Ces tests s’appliquent non seulement aux matières achetées (excipients, par exemple), mais aussi à certains transferts internes de matières, comme les IPA fabriqués dans une autre usine. Ce dernier point est très important à prendre en compte lorsque l’on se demande pourquoi nous rencontrons des problèmes pour mélanger certaines formulations avec certaines matières premières.
- Homogénéisation : Une fois identifiées et pesées, les matières premières nécessitent généralement une homogénéisation des différents composants. Il s’agit d’une étape critique dans la fabrication des produits pharmaceutiques à l’état solide, car elle a un impact direct sur la qualité et l’homogénéité du produit final. Le processus d’homogénéisation est principalement influencé par les propriétés physiques telles que la taille, la forme et la densité des particules. Le point final du mélange et l’homogénéisation ne sont pas identiques, pas en termes de réglementation selon l’Agence européenne des médicaments (EMA). IRIS Technology s’efforce de sensibiliser à ce point, qui est parfois confondu, afin de fournir des solutions de contrôle en ligne qui sont conformes aux protocoles de contrôle établis par les réglementations de l’UE et de l’Espagne.
- Granulation et calibrage : Il arrive que les différents ingrédients de la formulation ne se mélangent pas bien et se séparent pendant l’homogénéisation. Il est donc souhaitable de granuler les ingrédients en poudre par compression, granulation à sec ou en présence d’un liant dans des conditions humides. La plupart des utilisations spectroscopiques se concentrent sur la détermination de l’eau pendant la granulation humide ou le séchage après la granulation.
- Extrusion : La spectroscopie NIR a été largement utilisée dans l’extrusion à chaud pour contrôler à la fois la teneur en API et l’état solide des extrudés et pour identifier les interactions entre les ingrédients.
- Mise en comprimés : Cette étape du processus est la plus proche du produit final. Il est donc parfois plus facile de contrôler la qualité du produit directement dans la presse, surtout s’il y a une étape d’enrobage ultérieure. À ce stade, le NIR peut également jouer un rôle important.
- Enduction : Le processus d’enrobage est une étape cruciale dans la fabrication des préparations orales solides. En effet, l’enrobage peut agir comme un écran physique pour éviter les effets de l’oxydation, de l’humidité et des conditions d’éclairage afin d’améliorer la stabilité du produit final ou des produits intermédiaires dans le processus. L’enrobage peut également jouer un rôle actif dans la protection (gastrorésistance) et la libération (libération modifiée) du médicament in vivo. L’homogénéité et l’épaisseur de l’enrobage sont importantes pour contrôler le moment de la libération du médicament. De nombreuses techniques hors ligne sont disponibles pour contrôler l’épaisseur de l’enrobage, telles que les modifications du poids, de la hauteur ou du diamètre des noyaux des granules/comprimés enrobés au cours du traitement. La technologie NIR en ligne est particulièrement utile pour contrôler les enrobages à base d’eau et est une technique qui permet d’économiser des heures d’analyse, dont nous avons parlé en particulier dans cet autre article.
- Contrôle du produit final : Une partie importante du contrôle de la qualité du produit final comprend l’analyse de tous les lots produits afin d’éviter les résultats hors spécifications. Ce point de contrôle, bien qu’il soit trop tard pour éviter les pertes, peut également être réalisé avec des outils NIR portables (à main) et analyser en quelques secondes des dizaines d’unités (homogénéité, concentrations ou autres paramètres) sur la ligne.
Applications de la spectroscopie Raman en temps réel
Comme nous le verrons ci-dessous, cette technique d’analyse a certaines applications similaires à la spectroscopie NIR et d’autres très différentes car il s’agit d’une technique avec une précision beaucoup plus élevée que le NIR et qu’IRIS Technology Solutions utilise dans les systèmes que nous fabriquons lorsque nous travaillons avec des IPA à très faibles concentrations (typiquement <0,5) ou dans des matrices aqueuses où la quantité d’eau génère beaucoup de bruit dans l’analyse avec les équipements NIR).
- Spectroscopie Raman pour l’identification des IPA : Chaque IPA ayant ses propres caractéristiques Raman, la spectroscopie Raman permet d’identifier rapidement et précisément les ingrédients actifs, avec une erreur de prédiction très faible et, dans certains cas, une limite de détection aussi basse que la ppm.
- La spectroscopie Raman pour l’analyse quantitative et qualitative des formulations : La composition des préparations pharmaceutiques est relativement complexe ; cependant, la spectroscopie Raman reste l’une des méthodes de détection rapide si les excipients sont simples ou s’il s’agit simplement d’une solution aqueuse.
- La spectroscopie Raman pour la détection de substances illicites : La spectroscopie Raman peut être utilisée pour la détection de traces en raison de sa sensibilité, de sa rapidité et de sa précision. En général, de petites quantités de drogues illicites sont à l’origine d’incidents liés à la sécurité des médicaments, et la spectroscopie Raman peut être utilisée pour la détection des drogues illicites.
Avantages de l’application des technologie NIR et spectroscopie Raman dans les lignes de production
En général, la spectroscopie Raman et la technologie NIR sur les chaînes de production présentent deux avantages fondamentaux par rapport aux méthodes de laboratoire traditionnelles :
Le premier avantage serait le suivi de la fabrication en continu. L’industrie pharmaceutique fonctionne principalement de telle manière que le médicament final est le résultat de plusieurs étapes de production indépendantes. Celles-ci peuvent également se dérouler dans des zones géographiques différentes, ce qui implique l’expédition et le stockage des différents produits intermédiaires dans des conteneurs jusqu’à l’installation de fabrication suivante. Cela augmente le risque de dégradation au fil du temps ou en raison des conditions environnementales (lumière, humidité, etc.). L’un des moyens de résoudre ce problème consiste à passer d’un travail par lots indépendants à une fabrication continue à l’aide de technologies de surveillance telles que des équipements de contrôle analytique en temps réel.
Un processus continu ou une fabrication continue est un processus dans lequel les matériaux sont continuellement chargés dans le système, tandis que le produit final est continuellement déchargé. Contrairement à la fabrication autonome par lots, ce concept implique la connexion totale des unités de production, avec l’utilisation de systèmes PAT, ainsi que des systèmes de contrôle des processus pour surveiller et contrôler l’usine de fabrication intégrée. Les unités de production en continu sont généralement plus efficaces, plus productives, avec des volumes réduits et moins de déchets que les unités de production classiques. Par conséquent, ces types d’unités de production peuvent répondre plus rapidement aux pénuries de médicaments ou aux changements soudains de la demande ou des besoins (comme lors d’une pandémie). En outre, leur petite taille leur permet d’être transportées directement là où les médicaments sont nécessaires. Cependant, une compréhension approfondie du processus, y compris des différentes connexions entre ses unités de traitement, est nécessaire.
Le deuxième avantage majeur est de réduire le temps d’échantillonnage et d’analyse, ce qui est très important pour les processus biotechnologiques dans leurs phases de recherche, de développement et de production. Jusqu’à présent, la plupart des données sont obtenues à l’aide d’instruments et de méthodes hors ligne.
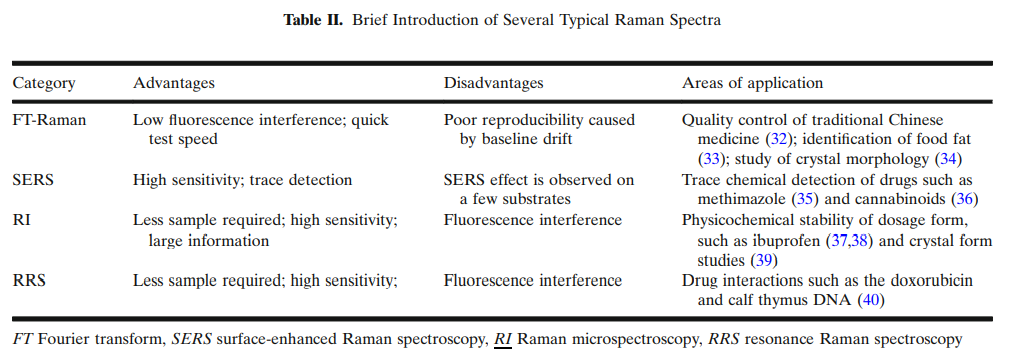
La spectroscopie Raman est une technique instrumentale puissante utilisée dans divers types d’analyses pharmaceutiques. La supériorité de la technique dépend de la molécule d’intérêt, du niveau de concentration, de la matrice ou de la solution, des autres espèces interférentes présentes et de la méthode d’échantillonnage souhaitée. Pour de nombreuses applications, la spectroscopie Raman peut être la meilleure réponse aux besoins d’identification et de contrôle spectroscopique. Le rôle de la spectroscopie Raman en tant qu’outil d’analyse quantitative s’accroît en raison de la simplicité de l’échantillonnage, de la facilité d’utilisation et de l’applicabilité aux systèmes aqueux.
En tant que fabricant et intégrateur de systèmes fonctionnant avec la spectroscopie Raman et NIR, IRIS Technology collabore avec de nombreuses entreprises pharmaceutiques, alimentaires, chimiques, entre autres, pour le développement de solutions analytiques et la mise en place de systèmes de contrôle, dans le cadre de projets clés en main allant de la technologie, des adaptations éventuellement nécessaires, de la modélisation des données, de l’installation, de la validation et même de l’homologation.
Vous trouverez ici la gamme complète des équipements analytiques Visum®.
Nous espérons que cet article vous a intéressé et comme toujours, si vous avez des questions ou même des suggestions, vous pouvez nous écrire à info@iris-eng.com.