



 Quantification et tri des déchets organiques
Quantification et tri des déchets organiques
 Hyperspectrale NIR : applications dans l’industrie alimentaire
Hyperspectrale NIR : applications dans l’industrie alimentaire

Contrôle en temps réel des biocarburants par spectroscopie NIR

Dans cet article, nous aborderons la surveillance par spectroscopie NIR du processus de production de bioéthanol et nous verrons comment la NIR en ligne est un allié important pour la surveillance en temps réel des résultats de la fermentation, de la qualité ou de la pureté finale, des inhibiteurs du processus et d’autres analytes intéressants pour la production de sous-produits à haute valeur ajoutée pour l’industrie.
Bioéthanol et NIR
Le bioéthanol est un type de carburant obtenu à partir de la fermentation de matières organiques riches en sucres et en amidon, comme le maïs, la betterave à sucre, la canne à sucre, parmi les plus utilisés dans le monde. Il peut même être produit à partir de déchets urbains solides et de biomasse sans valeur alimentaire, connus sous le nom de bioéthanol de « deuxième génération » ou bioéthanol lignocellulosique, ce qui résout le problème supplémentaire de donner une destination productive et une valeur ajoutée aux déchets organiques que nous rejetons, en les convertissant en biocarburant.
Grâce à l’action des levures et des enzymes dans le processus de fermentation, et après distillation, on obtient du bioéthanol qui peut être utilisé comme biocarburant ou mélangé à des combustibles fossiles. Les autres composants donnent lieu à des sous-produits qui peuvent varier en fonction de la matière première utilisée dans le processus. Par exemple, la mouture sèche permet d’obtenir des aliments pour animaux en raison de leur teneur élevée en protéines, ou d’autres sous-produits issus de la mouture humide, tels que l’huile de maïs, les sirops, pour n’en citer que quelques-uns. La biomasse lignocellulosique permet également d’obtenir des sous-produits réutilisables dans d’autres industries, tels que le méthanol et l’acide acétique.
Contrôle de la qualité du processus de production de bioéthanol.
Le contrôle de la qualité du bioéthanol est très important pour garantir la pureté du produit résultant du processus et la valorisation des sous-produits en vue de leur réutilisation dans d’autres industries. Dans la plupart des bioraffineries, le contrôle des sucres réducteurs (glucose) et de l’éthanol est effectué à l’aide de techniques analytiques hors ligne, c’est-à-dire en laboratoire, en utilisant la chromatographie liquide à haute performance (HPLC), qui prend du temps et des ressources, ou avec la spectroscopie NIR de table, qui, contrairement à la HPLC, fournit des résultats précis en quelques secondes seulement, mais reste une méthode d’échantillonnage non représentative et hors ligne.
Bioéthanol et NIR en ligne
Cependant, peu de bioraffineries ont misé sur l’introduction de la technologie NIR en ligne pour surveiller le processus de fermentation, la distillation, l’action des inhibiteurs de processus ou le contrôle des sous-produits.
Dans ce sens, IRIS Technology a développé plusieurs applications pour le contrôle des procédés dans les bioraffineries en utilisant l’analyseur Visum NIR In-Line ™ et le Visum Palm™ NIR portable (à main).
Tableau 1 : Prédiction en ligne de la teneur en glucose et en éthanol à l’aide d’un analyseur Visum NIR In-Line ™.
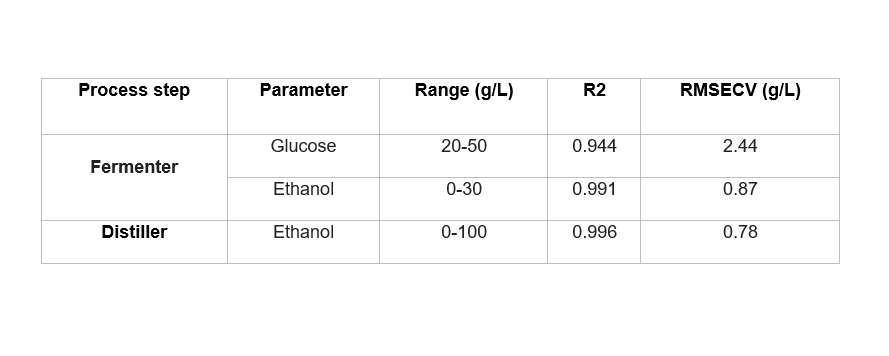
Le tableau 1 présente les principaux paramètres, gammes et étapes de production du bioéthanol lignocellulosique dans l’usine Perseo Biotechnology d’IMECAL, où les déchets solides municipaux sont transformés en bioéthanol.
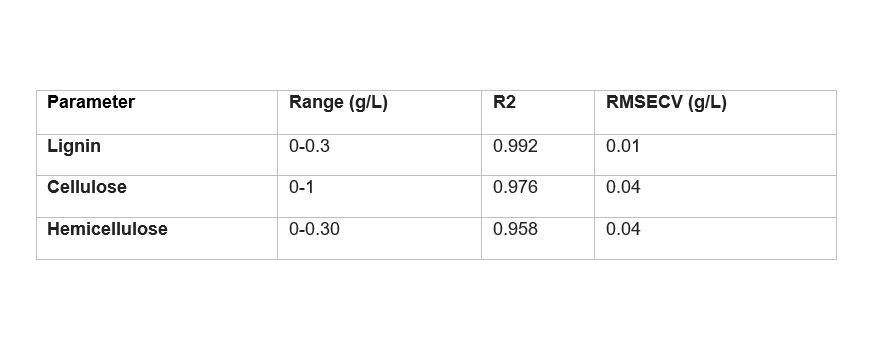
Le processus de délignification de la biomasse lignocellulosique a également été contrôlé afin de libérer la cellulose de l’hémicellulose et de la lignine et de parvenir ainsi à la dépolymérisation des hydrates de carbone pour produire des sucres simples et à la fermentation pour produire de l’éthanol.
Tableau 2 : Le processus de prétraitement consiste en une combinaison d’organosolvatation et d’explosion à la vapeur (réalisée par LTU, Lulea Univ. of Technology). Paramètres contrôlés : Teneur en lignine, cellulose et hémicellulose.
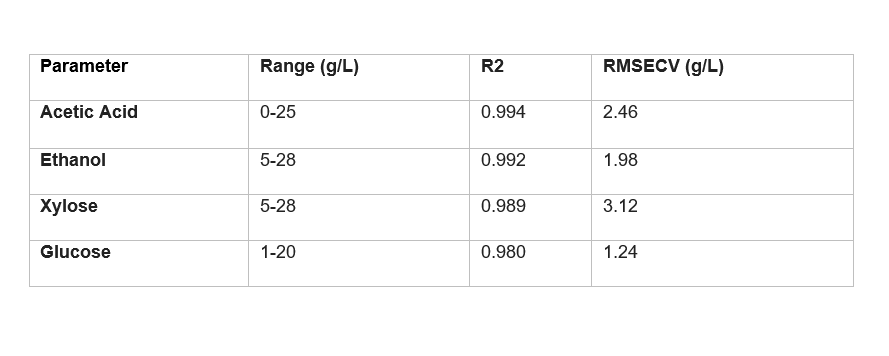
Une autre application développée dans le cadre de ce projet a été le suivi par Visum NIR In-Line ™ du processus d’obtention de sucres réducteurs à partir de l’hémicellulose présente dans les résidus lignocellulosiques. En particulier, il est montré qu’il est possible de contrôler les facteurs inhibiteurs du processus de fermentation, tels que l’acide acétique.
Tableau 3 : Paramètres contrôlés : xylose, glucose, teneur en acide acétique.
Les installations et les essais réalisés démontrent l’efficacité et l’importance de l’introduction de la technologie NIR en ligne dans les bioraffineries afin de contrôler plus précisément les différentes phases du processus de production de bioéthanol, d’obtenir une meilleure qualité et, par conséquent, d’augmenter l’efficacité des biocarburants.



