NIR technology and Raman spectroscopy: introduction and applications in the pharmaceutical industry
NIR technology and Raman spectroscopy: introduction and applications in the pharmaceutical industry
 Artificial Intelligence as a Predictive Maintenance tool
Artificial Intelligence as a Predictive Maintenance tool

Mitigate variations and optimise critical product parameters?

In this article we will address two recurring issues in food production: mitigating variations in the physical-chemical composition of the product by controlling critical nutritional values and how these parameters can be optimised with online tools. Finally, we will address a case of application of hyperspectral NIR technology within the industrial bakery sector and the control of a critical input in this industry, fat.

The Hyperspectral technology discussed in this article is an extension of traditional artificial vision in two ways: Firstly, instead of the usual three colour channels in artificial vision, hyperspectral imaging uses up to hundreds of channels, making it possible to see very subtle differences. Secondly, hyperspectral cameras often have an extended spectral range beyond the visible, i.e. into the infrared, where the chemical composition is much more evident than in the visible range. Therefore, hyperspectral imaging can be seen as a paradigm shift in vision systems and as a source of abundant, high-quality data to feed vision systems based on artificial intelligence algorithms. In practice, having a hyperspectral camera is equivalent to having a spectrophotometer in every pixel.
Until now, however, the use of this technology has been limited to very specific environments: military applications and research laboratories. IRIS is a pioneer in extending the use of this technology beyond such environments, in order to exploit its enormous potential in industrial environments. In this sense, it is not enough to have a suitable camera, but each specific application requires integration work and the development of the appropriate machine learning solution. IRIS specialises in both areas.
While the technology has numerous applications in different industries and processes, we will talk about the industrial bakery sector, where it is essential to control the fat content, not only because consumption trends demand it, but also because large variations in the fat value result in cost overruns, explained by the suboptimal use of the raw material – oil – as well as unexpected changes in the palatability of the product when the input is well above or below the optimal value.
What happens is that, with current laboratory techniques to control the fat value, such as the Soxhlet method, which involves several hours, it is never possible to notice these variations and rectify the process in real time, as it is an off-line method, which requires specific sampling, preparation, inputs and personnel and especially time for its results, This makes it incompatible with the idea of standardising the product, the use of raw materials and particularly with any attempt to optimise the critical quality parameters in the production process, which can only be done by having continuous measurement – and information – and a minimum margin of error.
The latter is interesting to clarify and happens with different parameters in different foods that are manufactured, such as moisture, fat, sugars, seasonings or others, where there is an “optimal” value in the quality vs. production costs equation, but difficult to achieve due to the lack of real time measurement and information of the chemical composition of the product. For example, if as a manufacturer, I know the moisture value of my production in real time and the error of that measurement is very low, there is margin and possibility to adjust the formulation of the product to that ideal value; otherwise, with an off-line method, it would be a high risk decision and difficult to control.
An application case:
A major customer in the industrial bakery sector needed to mitigate variations in fat content and optimise its use in the process. Changes in the product were observed that could hardly be explained by formulation changes. Therefore, a study was started to see which processes were producing these changes. The study is slow and complicated because he lacks a tool that allows him to quickly measure the fat content in order to be able to relate it to changes in his processes.
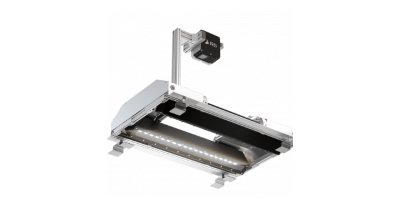
The installed industrial Visum HSI™ system operates in the infrared range. It allows inspection in terms of fat content on a unit-by-unit product basis. IRIS Technology Solutions’ integrated software and chemometrics tools enable the user to self-calibrate the device to changes in product composition and it is seamlessly interfaced with plant information systems.
As a result, the client was able to determine the point in the process where fat variations were generated by measuring and adjusting in real time the recipe and save 1.5% of oil in the process.
Like all IRIS Technology equipment, it is multi-parametric, so it can simultaneously provide, based on the same reading, information on multiple parameters, not only quantitative (e.g. moisture or sugar content or unit size), but also qualitative (e.g. degree of cooking or morphological variations).
If you want to know more about NIR spectroscopy hiperespectral and its applications to other processes, products and industries, please contact us at info@iris-eng.com.