Monitorización del proceso de mezclado mediante espectroscopia NIR en línea
Monitorización del proceso de mezclado mediante espectroscopia NIR en línea
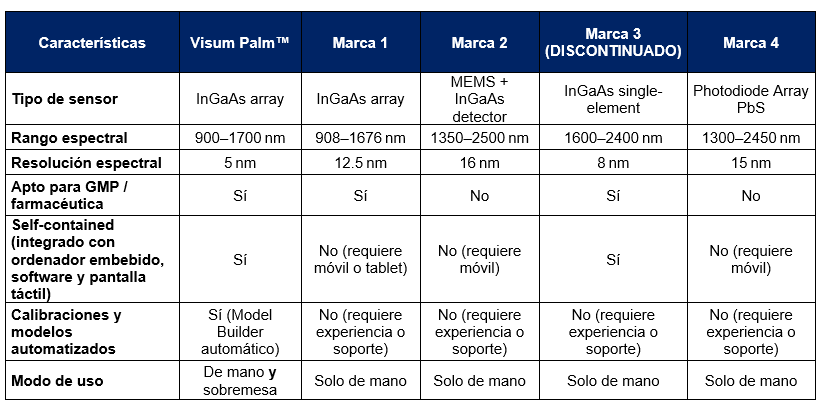
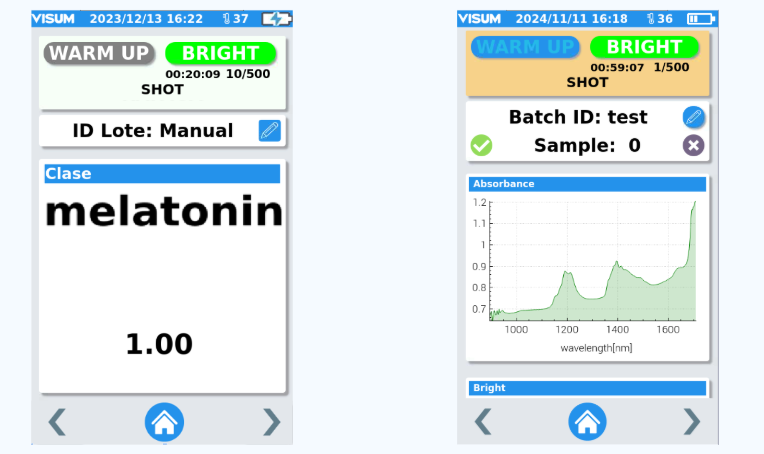
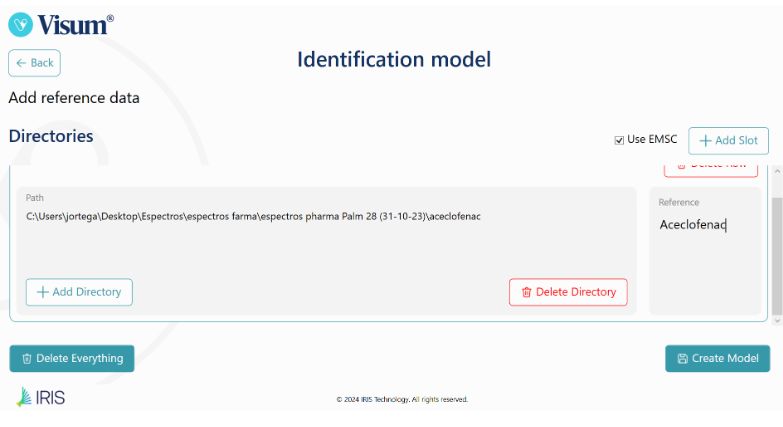
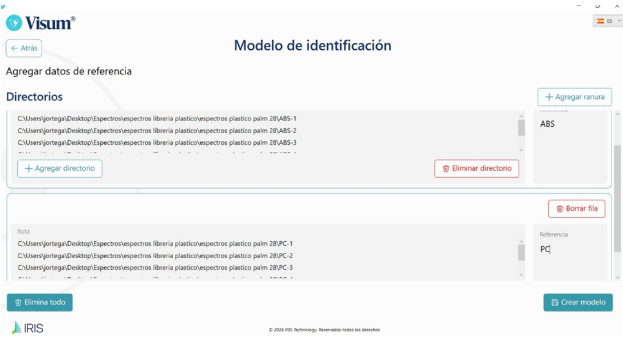
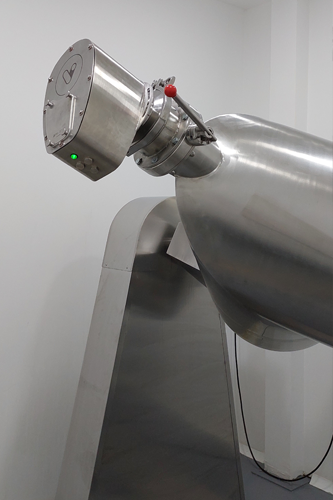
 Visum Palm GxP: el nuevo analizador NIR para farmacéutica
Visum Palm GxP: el nuevo analizador NIR para farmacéutica

Analizador de proceso Raman para la monitorización en tiempo real de rapamicina: resultados comparables a HPLC

Analizador de proceso Raman en línea aplicado a la purificación de rapamicina
La espectroscopía Raman, cuando se implementa como un analizador de proceso Raman para mediciones en tiempo real, es una tecnología potente para el control y la optimización de procesos en la fabricación farmacéutica y biotecnológica. En este contexto, el analizador de proceso Raman en línea desarrollado y fabricado por IRIS Technology Solutions (Barcelona) destaca como una solución analítica de alto rendimiento para la cuantificación en tiempo real de compuestos críticos y la monitorización continua del rendimiento del proceso.
A diferencia de técnicas analíticas convencionales como HPLC, que implican tiempos de respuesta retrasados, consumibles y un uso intensivo de recursos de laboratorio, un analizador de proceso Raman permite una visión directa y en tiempo real del proceso. Este artículo presenta una aplicación industrial concreta: el uso del analizador Visum Raman In-Line para monitorizar la concentración de rapamicina durante la etapa de purificación.
Los resultados demuestran que este analizador de proceso Raman, integrado en una configuración at-line y montado en un rack móvil, puede sustituir eficazmente el análisis HPLC offline. La aplicación se desarrolló en colaboración con la empresa farmacéutica MyBiotech GmbH (Alemania) e ilustra el valor del análisis de procesos basado en Raman dentro de las estrategias PAT.
Proceso de extracción y purificación de rapamicina
La rapamicina es un compuesto macrólido ampliamente utilizado para prevenir el rechazo en trasplantes de órganos. Se produce mediante fermentación cultivando Streptomyces rapamycinicus en biorreactores bajo condiciones controladas de alimentación de sustrato, temperatura y pH. Tras la fermentación, la rapamicina se extrae utilizando un disolvente orgánico, dando como resultado una mezcla compleja que contiene el compuesto objetivo y varios subproductos.
El extracto se purifica posteriormente mediante una columna cromatográfica, donde la rapamicina se separa de las impurezas y se recoge en fracciones enriquecidas. Tradicionalmente, se toman alícuotas manualmente de la salida de la columna y se analizan por HPLC para determinar qué fracciones contienen rapamicina y en qué concentración.
Para sustituir este flujo de trabajo offline, se instaló una cámara de medición dedicada en la salida de la columna cromatográfica. Una sonda de inmersión conectada al analizador de proceso Raman se insertó en esta cámara, permitiendo la medición continua y en tiempo real de la concentración de rapamicina. Esta configuración permitió tomar decisiones inmediatas sobre la recogida de fracciones, clasificación, recirculación de disolvente o rechazo, evitando errores, retrasos y riesgos de contaminación asociados al muestreo manual.
Integración del analizador de proceso Raman en línea
El Visum Raman In-Line se desplegó como un analizador de proceso Raman en línea, configurado en un entorno at-line sobre un rack móvil. Esta integración flexible permitió que el analizador operara directamente junto al sistema de purificación, manteniendo al mismo tiempo pleno acceso y visibilidad para los operadores.
La sonda Raman midió continuamente la corriente del proceso en la salida de la columna, proporcionando información en tiempo real sobre la presencia y concentración de rapamicina. Durante una ejecución típica de separación, que puede durar varias horas, se recopilaron múltiples mediciones Raman para cada fracción, ofreciendo una resolución temporal significativamente mayor que el análisis basado en HPLC.
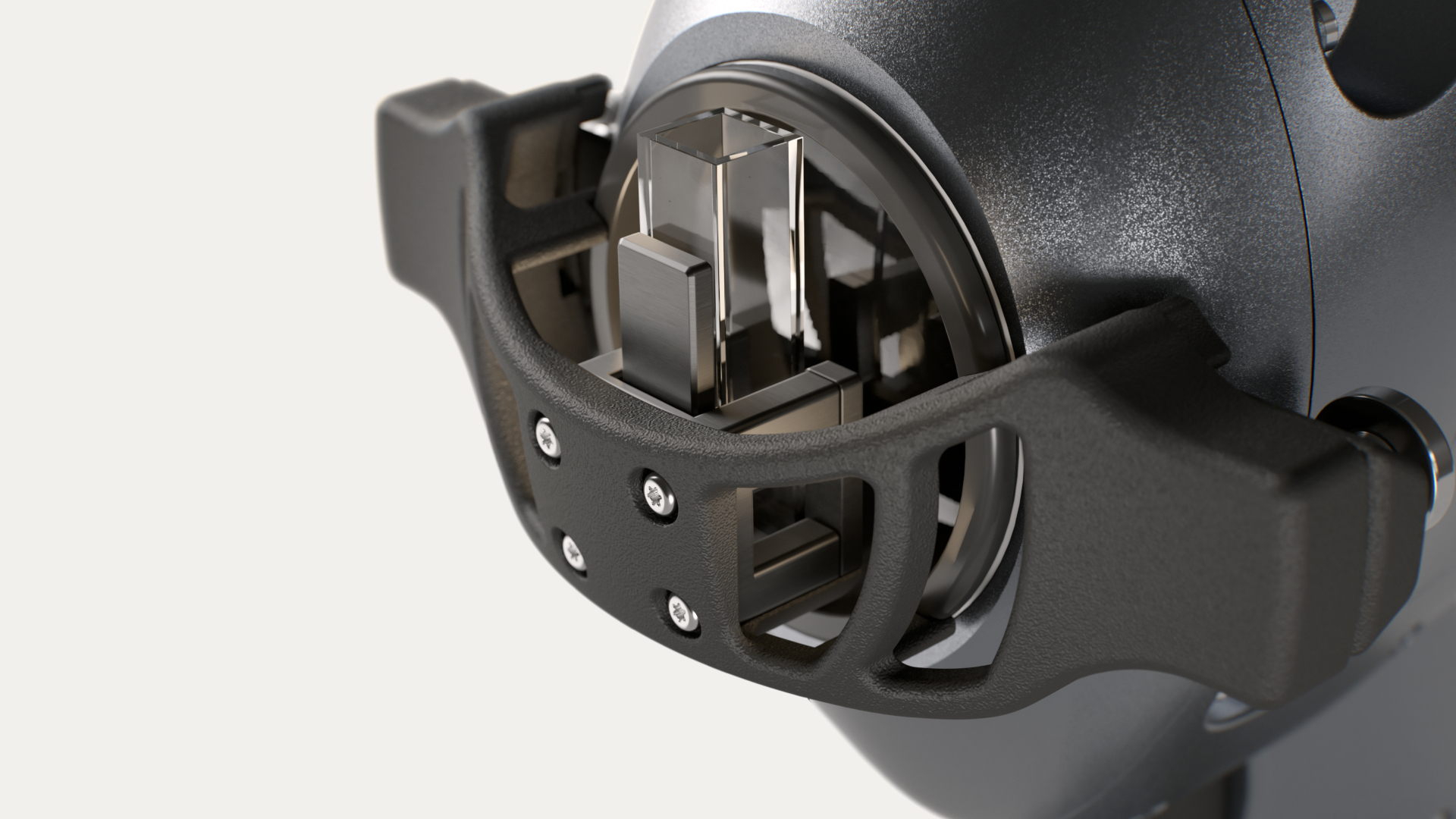
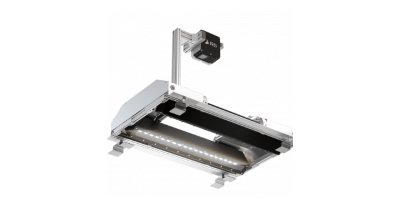
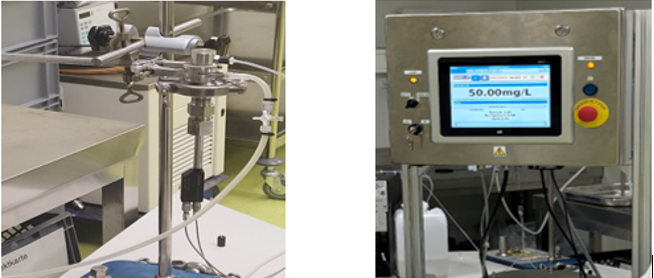
Figura 1.
Arriba: sistema de purificación de rapamicina.
Abajo izquierda: sonda Raman insertada en la cámara de medición.
Abajo derecha: pantalla del analizador de proceso Raman montado en un rack móvil, mostrando la concentración de rapamicina en tiempo real.

Calibración y modelado quimiométrico del analizador de proceso Raman
Para calibrar el analizador de proceso Raman, se evaluaron seis preparaciones diferentes. Estas preparaciones cubrieron un rango de concentraciones de rapamicina, perfiles de subproductos y caudales, garantizando una variabilidad de proceso realista.
El analizador se configuró para recoger tres espectros Raman por minuto y reportar valores promediados. Para el desarrollo del modelo quimiométrico, todos los espectros Raman registrados durante el llenado de cada matraz se promediaron para obtener un espectro representativo correspondiente a cada valor de referencia HPLC.
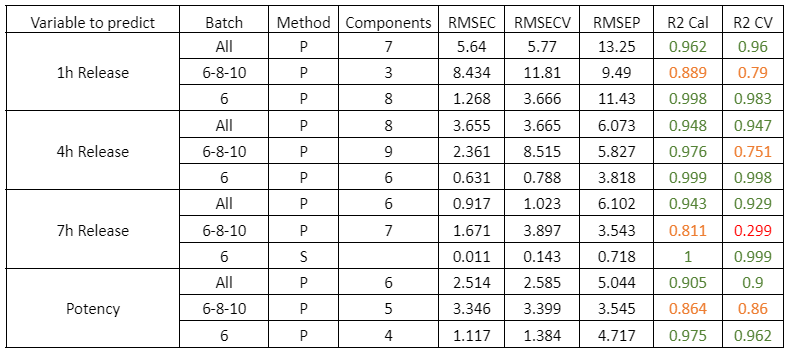
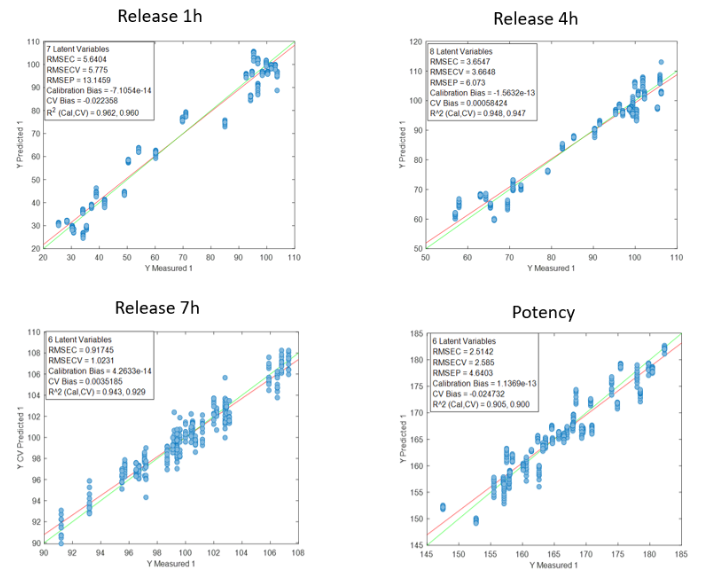
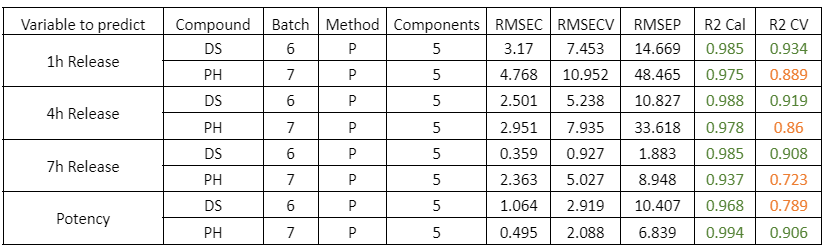
Se aplicaron técnicas quimiométricas avanzadas para procesar los datos espectrales y construir modelos cuantitativos. Para garantizar una evaluación realista del rendimiento, cada preparación se trató como un conjunto de validación externa. En la práctica, el modelo utilizado para predecir una preparación se desarrolló utilizando datos de las otras cinco preparaciones. Este enfoque se repitió hasta que las seis preparaciones fueron predichas de forma independiente por el analizador.
Resultados del analizador de proceso Raman
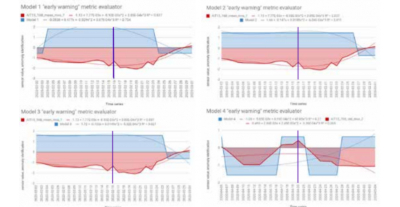
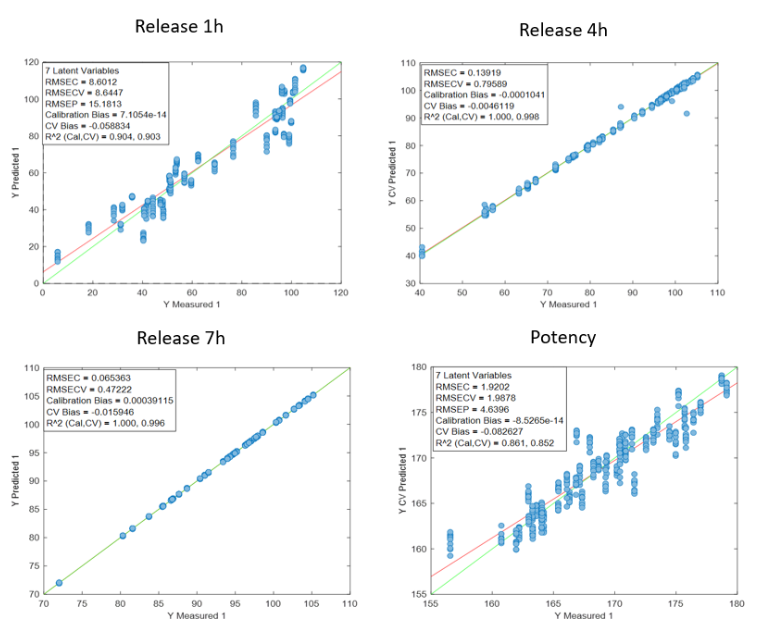
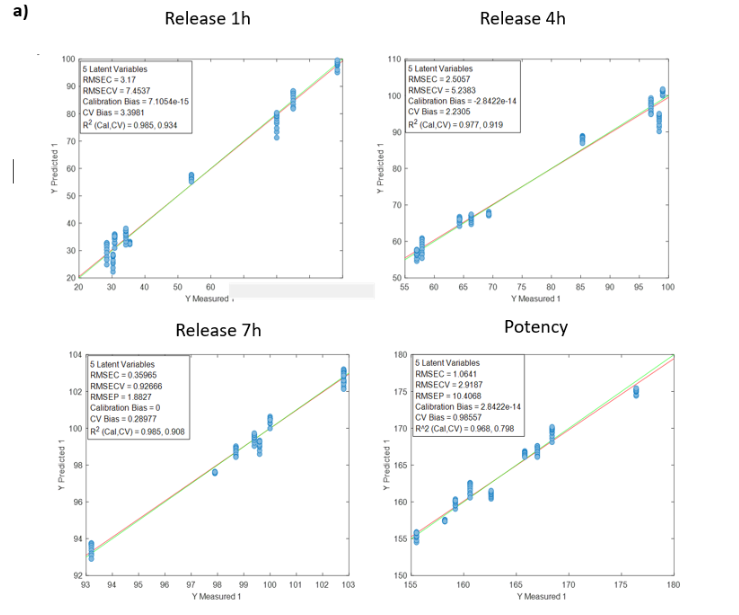
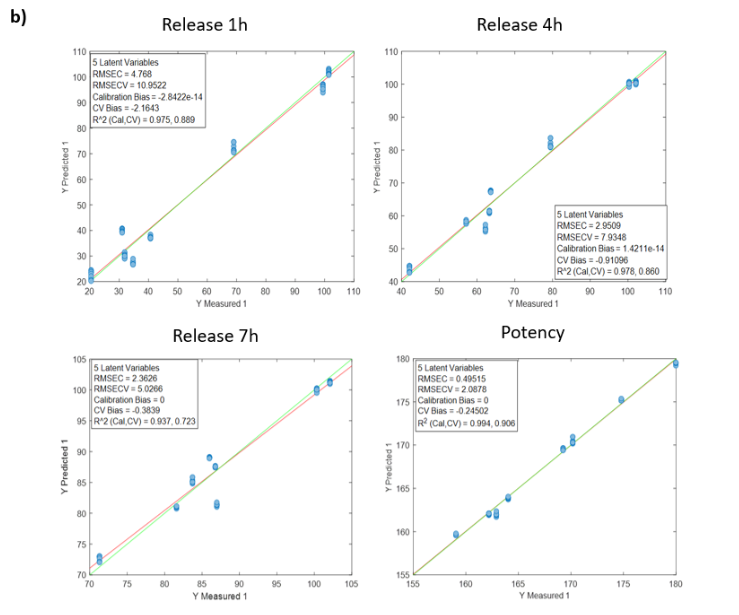
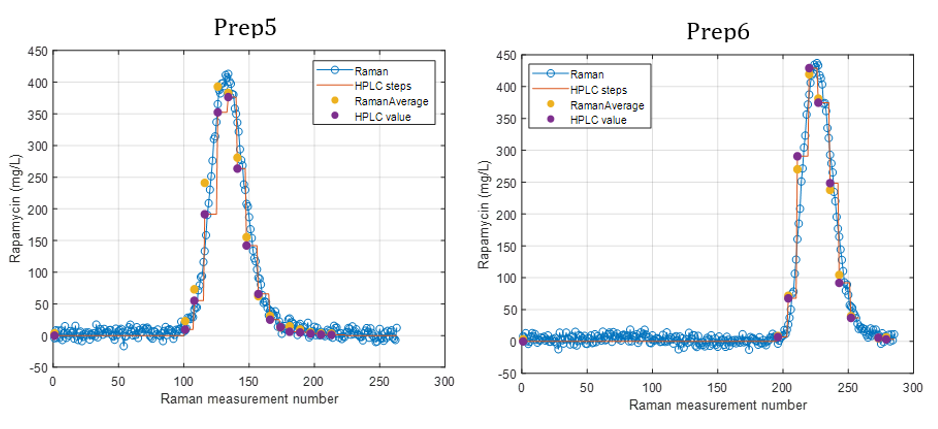
La Figura 2 presenta los resultados de predicción obtenidos con el analizador de proceso Raman en línea para las seis preparaciones. La tendencia de la concentración de rapamicina predicha por espectroscopía Raman sigue de cerca la tendencia medida por HPLC.
Para cada punto de datos HPLC, se dispuso de entre tres y ocho predicciones Raman. El promedio de estas predicciones Raman mostró una fuerte concordancia con los valores HPLC correspondientes. Se observó una desviación en la Preparación 3, donde probablemente se produjo un desajuste entre la medición Raman y la muestra HPLC recogida debido a diferencias de tiempo entre la medición y la recogida de fracciones.
Cuando se compararon todos los valores predichos y de referencia, el analizador alcanzó un bajo error de predicción de 15,7 mg/L y un alto coeficiente de determinación (R² = 0,98). Este error de predicción es comparable al límite de cuantificación del método.
A concentraciones de rapamicina inferiores a 15 mg/L, las predicciones Raman fluctuaron entre −15 y +15 mg/L, lo que indica el límite práctico de detección del modelo. Dentro del rango de concentración validado de 15–450 mg/L, el analizador de proceso Raman en línea demostró una excelente precisión, con resultados notablemente similares a los obtenidos por HPLC.
Figura 2.
Concentración de rapamicina predicha por el analizador de proceso Raman y datos de referencia HPLC a lo largo del tiempo para las seis preparaciones.

Implicaciones para el análisis de procesos Raman y aplicaciones PAT
Este estudio confirma que un analizador de proceso Raman es una solución fiable y precisa para la monitorización en tiempo real de la purificación de rapamicina. El Visum Raman In-Line permitió la cuantificación continua de rapamicina con un rendimiento comparable a HPLC, mejorando significativamente la eficiencia y la capacidad de respuesta del proceso.
Al eliminar la necesidad de muestreo manual y análisis offline, el analizador de proceso Raman en línea Visum redujo la carga de trabajo de laboratorio, aceleró la toma de decisiones y mejoró el control del proceso. Estas ventajas hacen que el análisis de procesos basado en Raman sea especialmente atractivo para la fabricación farmacéutica y biotecnológica.
Es importante destacar que este enfoque es totalmente transferible a otras aplicaciones donde la cuantificación en tiempo real durante la purificación o formulación es crítica, como anticuerpos, proteínas recombinantes, vacunas, metabolitos y otros principios activos farmacéuticos. Como parte de una estrategia PAT más amplia, un analizador de proceso Raman proporciona una visión continua del proceso, permitiendo una mayor eficiencia, un mejor control de calidad y operaciones de fabricación más robustas.